Robot, który kuje trzpienie budowlane

Naukowcy z Łukasiewicz – Poznańskiego Instytutu Technologicznego zaprojektowali i wykonali stanowisko do automatycznego kucia trzpieni budowlanych. Powstają one dwa razy szybciej niż kute ręcznie i mogą mieć dowolną długość.
Trzpienie to metalowe pręty z miejscowo przeformowaną na większy wymiar średnicą, są bardzo często wykorzystywane w budownictwie. Używa się ich do wzmacniania betonowych stropów i ścian. Podwyższają nośność stropów, chronią ściany przed uszkodzeniami, poprawiają stabilność konstrukcji.
Na rynku bardzo popularne są trzpienie z pręta żebrowanego o średnicy Ø od 10 do 32 mm. Mają one jednak ograniczoną długość. Firmy które je produkują, wytwarzają je w pionie, tak więc długość trzpienia zależy od przestrzeni roboczej prasy. Przy wielu konstrukcjach betonowych potrzeba jednak dłuższych trzpieni, dlatego naukowcy z Łukasiewicz – PIT opracowali technologię ich kucia w poziomie, zwiększając wydajność tego procesu.
Stworzyli zautomatyzowane stanowisko, w skład którego wchodzą: ramię robota przemysłowego, prasa mimośrodowa z samozaciskowym przyrządem kuźniczym, podajnik wstępniaków, magazyn pionowy odkuwek oraz dwie nagrzewnice indukcyjne. Umożliwia ono jednostronne i dwustronne kształtowanie spęczeń, zgrubień i łbów na końcach prętów żebrowanych o długości od 405 mm do 1005 mm.
Modelem wyjściowym dla automatycznego stanowiska kuźniczego było stanowisko manualne. Założyliśmy, że czynności wykonywane przez człowieka zastąpią maszyny – tłumaczy dr inż. Szymon Szkudelski, lider obszaru ds. kształtowania objętościowego w Łukasiewicz – PIT. – Mamy sygnały z rynku, że potrzebne są dostawy trzpieni budowlanych w krótkim czasie, w małych i średnich seriach. Jednocześnie rosną koszty ich produkcji. Nasze zautomatyzowane stanowisko jest odpowiedzią na te potrzeby – dodaje.
Na stanowisku manualnym można w ciągu jednej zmiany odkuć 840 łbów trzpienia. Wydajność stanowiska zautomatyzowanego jest dwa razy większa.
Jak to działa?
W uproszczeniu, proces rozpoczyna się od wsunięcia pręta do wzbudnika nagrzewnicy. Rozpoczyna się grzanie. Sygnał jego końca uruchamia ramię robota, który chwyta pręt i wyciąga go ze wzbudnika. Kładzie go w pierwszym wykroju narzędzi w przyrządzie kuźniczym i następnie przekłada do drugiego wykroju i wykonuje dwie operacje spęczania na końcu pręta. Gdy spęczenie jest gotowe, ramię robota przenosi pręt do przenośnika pionowego, pełniącego rolę buforu temperaturowego. Gorący pręt musi ostygnąć by móc go formować w kolejnym miejscu. Bufor zapełniany jest odkuwkami czekającymi na kolejne kucie oraz takimi, które odkute zostały dwukrotnie, czyli są skończone. Stanowisko rejestruje pozycję wykonanych już całkowicie odkuwek i zrzuca je do skrzyni załadunkowej.
– Problemem, który musieliśmy rozwiązać, było zakleszczanie odkuwek w narzędziach, przez co robot nie potrafił jej wyjąć – przyznaje dr inż. Szymon Szkudelski. – Na stanowisku manualnym te różnice eliminuje człowiek, używający specjalistycznych narzędzi ręcznych do wybicia odkuwki, my musieliśmy znaleźć rozwiązanie na poziomie konstrukcyjnym. Udało nam się. Zaprojektowaliśmy specjalny układ zdzierający , który uniemożliwia zakleszczenie się odkuwki w narzędziach kuźniczych – tłumaczy.
DOWIEDZ SIĘ WIĘCEJ

31 października 2024
Łukasiewicz – PIT na Europejskim Kongresie ESG

15 listopada 2024
System kaucyjny: co przed nami i w jaki sposób możemy korzystać z doświadczeń innych państw?
26 września 2024
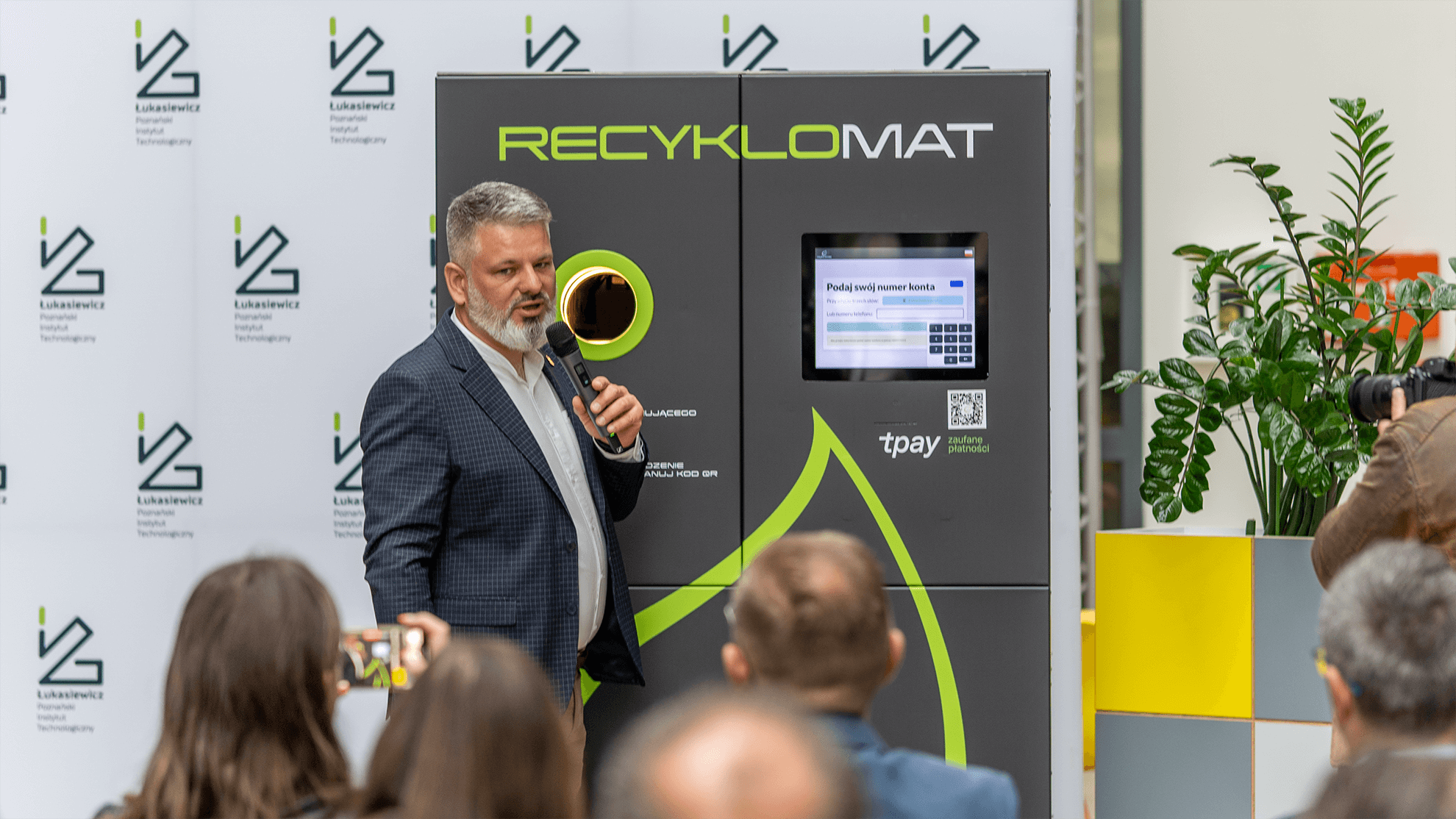
Innowacyjny recyklomat debiutuje na rynku
19 września 2024